
Kukanganisa kwemafomati eemail
emailCannotEmpty
emailDoesExist
pwdLetterLimtTip
inconsistentPwd
pwdLetterLimtTip
inconsistentPwd


News
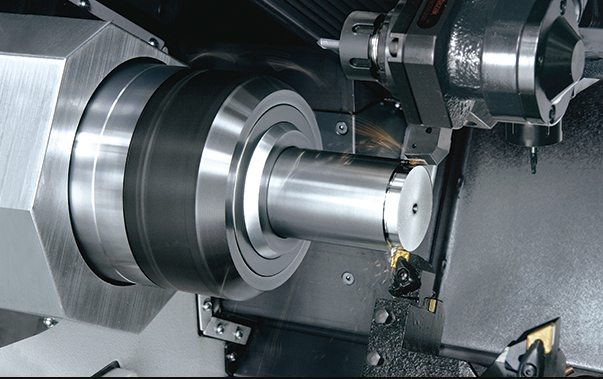
Detection Method of Positioning Accuracy of CNC Lathe(continued)
In CNC lathe machining, programming accuracy, servo accuracy and interpolation accuracy are directly related to machining accuracy. In addition, CNC lathes are also affected by various factors such as environment, manufacturing and materials in production and processing. If the construction deviation of lathes cannot be effectively controlled, it will directly affect the quality and accuracy of parts processing, which needs to be further improved.
Detection Method of Positioning Accuracy of CNC Lathe
Positioning Accuracy Detection of Rotary Table
The measuring tools include standard turntable, angle polyhedron, circular grating and collimator (collimator), etc., which can be selected according to specific conditions. The measurement method is to turn the worktable forward (or reversely) at an angle and stop, lock, and position it, take this position as a reference, and then quickly turn the worktable in the same direction, lock and position it every 30 degrees, and measure. The forward rotation and reverse rotation are each measured for one cycle, and the maximum value of the difference between the actual rotation angle of each positioning position and the theoretical value (command value) is the indexing error. If it is a CNC rotary table, every 30 points should be used as a target position, and for each target position, fast positioning is performed 7 times from the forward and reverse directions. The difference between the actual achieved position and the target position is the position deviation, and then press GB10931- 89 The method specified in "Assessment Method of Position Accuracy of Numerically Controlled Machine Tools" calculates the average position deviation and standard deviation, the difference between the maximum value of all average position deviation and standard deviation and the sum of the minimum value of all average position deviation and standard deviation. , is the positioning accuracy error of the CNC rotary table. Considering the actual use requirements of dry-type transformers, it is generally necessary to focus on the measurement of several right-angle equal points such as 0, 90, 180, and 270, and the accuracy of these points is required to be one level higher than other angular positions.
Repeated indexing accuracy detection of rotary table
The measurement method is to repeat the positioning three times at any three positions within one week of the rotary table, and test in the forward and reverse directions respectively. The maximum indexing accuracy of the difference between all readings and the theoretical value of the corresponding position. If it is a CNC rotary table, take one measurement point every 30 as the target position, and perform 5 rapid positioning of each target position from the forward and reverse directions respectively, and measure the difference between the actual position and the target position. That is, the position deviation, and then calculate the standard deviation according to the method specified in GB10931-89. The standard deviation of each measurement point is 6 times the maximum value, which is the repeated indexing accuracy of the CNC rotary table.
Origin return accuracy detection of rotary table
The measurement method is to perform a return-to-origin from 7 arbitrary positions, measure the stop position, and use the maximum difference read out as the return-to-origin accuracy. It should be pointed out that the detection of the existing positioning accuracy is measured under the condition of fast and positioning. For some CNC machine tools with a poor feed system, different positioning accuracy values will be obtained when positioning with different feed speeds. In addition, the measurement results of the positioning accuracy are related to the ambient temperature and the working state of the coordinate axis. At present, most CNC machine tools use a semi-closed loop system, and most of the position detection components are installed on the drive motor, which produces an error of 0.01~0.02mm within a 1m stroke. Not surprising. This is an error caused by thermal elongation, and some machine tools use pre-tensioning (preloading) methods to reduce the impact.
The repeated positioning accuracy of each coordinate axis is the most basic accuracy index reflecting the axis, which reflects the stability of the axis motion accuracy. It is impossible to imagine that a machine tool with poor accuracy can be stably used for production. At present, due to the increasing number of functions of the numerical control system, the systematic errors of the motion accuracy of each injector, such as pitch accumulation error, backlash error, etc., can be systematically compensated, but only random errors cannot be compensated, while the repeated positioning accuracy It reflects the comprehensive random error of the feed drive mechanism, which cannot be corrected by the numerical control system. Therefore, if the machine tool is allowed to be selected, the machine tool with high repeat positioning accuracy should be selected.
Conclusion
For more information about production lathe,eccentric turning on cnc lathe,twin turret lathe, we are glad to answer for you.